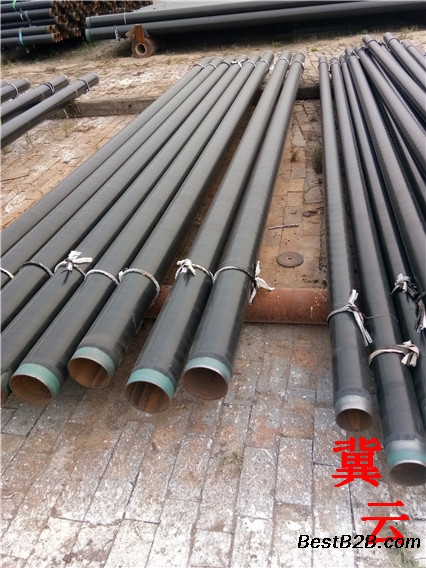
沧州冀云管道装备有限公司3层聚乙烯防腐无缝钢管添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。经过多年的实践表明,随着使用年限的增加,出现缺陷少的涂层系统是FBE/挤压聚乙烯3层结构防腐系统。其感染1是防水,2是防腐,三是支撑热网自重。在不影响管口焊接的情况下,应适当增加聚乙烯层端部环氧粉末的预留长度,可预防因钢管堆放时间较长,管端金属腐蚀严重引起的3PE防腐翘边。防腐管露天堆放时间较长时,应在管端进行遮盖,防止雨水侵蚀,造成管端严重腐蚀。若L290材质3层聚乙烯防腐无缝钢管现场施工周期较长,可以在管端金属裸露处涂刷可焊防锈漆,以防止防腐管在储存期间因腐蚀引起3PE防腐层翘边。严格控制管端预留处焊缝余高的修磨质量。在焊缝处聚乙烯坡口外与管体其他部位一样,使环氧粉末保留长度>20mm,以防止焊缝处环氧粉末底部先被腐蚀而引起3PE防腐层翘边。
L245材质3层聚乙烯防腐无缝钢管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。这个焊药系统由一个漏斗装的焊药通过一个管道输送到要焊接的前面。第二个不同是不采用焊条,采用焊丝,因为焊丝可以连续送给;焊条,我们烧完一根焊条总得有一个焊条头就给扔了,而且操作得停下来,换焊条然后再焊。改成焊丝以后,用送焊丝的装置和焊丝盘,连续地送给焊丝,这种焊接方法是连续送进的焊丝,在可熔化的颗粒状的焊剂覆盖下引燃电弧,使焊丝、母材和焊剂的一部分熔化和蒸发构成一个空腔,电弧是在空腔里面稳定燃烧,所以把它称之为埋弧自动焊。电弧是埋在空腔里边的。直缝焊管的焊缝已经有了很大的提高与进步,焊口处可以经过X射线或者探伤,测出焊缝的密度,是否能达到所需的标准。经过一系列的检测以及生产新工艺,目前的直缝钢管已达到了中国的巅峰。 *是直缝钢管的摇摆焊接中摆动幅度为熔合两边坡口钝边的2mm处;左右手灵活配合、摇摆均匀、送丝均匀。直缝钢管的摇摆焊接技术一般用于厚壁直缝钢管的焊接。摇摆法直缝钢管的焊接的技术参数与传统的直线型焊接方法相比略有不同,首先是氩弧焊的瓷嘴端部比传统的直线型焊法要略粗,其次焊口的组对间隙也有差别,以φ89×5的00Cr19Ni10焊口为例,传统的直线型焊法的间隙为0~3mm,而摇摆法为4mm,焊接规范也有所不同。3PE防腐钢管因此高听从聚醚多元醇组合料和多次多异氰酸酯为资料经化学反映发泡而成。管道防腐第三层:高密度聚乙烯珍爱层预制成1定壁厚的彩色(黄色)塑料管材,其感染1是珍爱3PE防腐层免遭凝滞硬物粉碎,2是防腐防水。环氧树脂、煤焦油沥青、防锈颜料、体质颜料、助剂组成,组份二为固化剂。本品不含或含有微量溶剂。首要用于埋地、触摸地上的钢铁管道外壁、钢构件及水泥构件防腐,作为防腐、重防腐涂料,有以下功能要求:高膜厚:环氧煤沥青防腐漆,一般涂装膜厚在300μm以上,因而有必要选用厚浆型或许无溶剂型,一般型环氧煤沥青漆并不合适重防腐涂装,会添加施工本钱及涂装周期。 通过L290材质3层聚乙烯防腐无缝钢管用途的分类,可以明确的辨别焊接钢管和无缝钢管。无缝钢管与焊管主要是成型工艺不同。焊管,一般是通过将平板材经折弯后焊接起来的,你可以在上面发现一条焊缝;直径较粗的一般是螺旋焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,这样就没有焊缝。这就是肉眼区分无缝管和焊管的区别。
钢管具有良好的抵抗刮痕能力。研究证明,PE80等级的聚乙烯管具有较好的抵抗SCG的能力和耐刮痕能力。聚乙烯具有优良的抵抗裂纹快速传递的能力。粘附力检查气 粘附力检查应在防腐层固化后(一般需7 天),用小刀割开舌形切口,用力撕切口的防腐层,不易撕开, 破坏处管面仍为漆膜所覆盖而不露铁为合格。按上述方法每20 根抽查1 根,其中1根仍不合格,全部为不合格,不合格的应铲掉重新施工。L290材质3层聚乙烯防腐无缝钢管的涂层是底层与钢管面所接触的是环氧粉末防腐涂层,中间层为带有分支结构功能团的共聚粘合剂。面层为高密度聚乙烯防腐涂层。三pe防腐涂层综合了环氧树脂和聚乙烯材料的高抗渗性、环保无污染、机械性能高等特点。到目前为止是全球公认的使用效果好、性能佳的管道防腐涂层,从而被应用在诸多的工程当中。具有很好的机械强度、漆膜坚韧,具有耐磨和耐冲击性能。固体含量高,涂膜较厚。